

Por Andrei Petrilin, Director Técnico Senior
 El mundo del mecanizado de metales está experimentando grandes cambios. Los complejos procesos de mecanizado no se entienden si no incluye operaciones de planeado. Los procesos de fresado frontal facilitan la preparación de superficies de datos de referencia mediante la producción de planos, y permiten aumentar los parámetros de precisión y calidad superficial. Además, la fabricación de muchas piezas rotativas quedaría incompleta si no se realizaran operaciones de planeado.
El mundo del mecanizado de metales está experimentando grandes cambios. Los complejos procesos de mecanizado no se entienden si no incluye operaciones de planeado. Los procesos de fresado frontal facilitan la preparación de superficies de datos de referencia mediante la producción de planos, y permiten aumentar los parámetros de precisión y calidad superficial. Además, la fabricación de muchas piezas rotativas quedaría incompleta si no se realizaran operaciones de planeado.
Ángulos de posición
En fresado frontal, el eje de la fresa es normal a la superficie a mecanizar. La gran mayoría de las fresas de planear tienen configuración de fresa hueca, también conocidos como platos de fresado, equipando plaquitas intercambiables. Tienen diferentes ángulos de posición (de entrada): 45º, 60º, 65º, 90º.

Existen fresas de planear con unos ángulos de los filos de corte significativamente menores, habitualmente entre 10º y 17º, que están diseñadas específicamente para operaciones de desbaste productivo aplicando métodos de fresado de alto avance.


En algunos casos, estas fresas montan plaquitas redondas con filos de corte extremadamente resistentes. El ángulo del filo de corte influye directamente en la descomposición de la fuerza de corte, que actúa sobre el plano del eje de la fresa, en una componente axial y otra radial. En igualdad de condiciones, este ángulo define la profundidad de corte máxima y determina en gran medida el campo de aplicación de una fresa hueca, siendo las de 45º las más versátiles. Por este motivo, las fresas a 45º son la primera opción para operaciones de fresado frontal, sobre todo cuando se trata de superficies planas abiertas. Con estas fresas se obtiene un gran el equilibrio de las fuerzas de corte radiales y axiales, garantizando una excelente calidad superficial de la pieza y unas condiciones de corte favorables durante todo el proceso, desde la entrada de la fresa en el material hasta su salida. Tanto las fresas frontales más comunes son a 45º.
El escuadrado
 Sin embargo, las fresas a 45º presentan algunas desventajas, sobre todo cuando se trata de producir perfiles rectangulares, escuadrado. Aunque el escuadrado es una aplicación característica de las fresas con mango, también es necesario mecanizar perfiles rectangulares. Las superficies planas de cualquier pieza suelen estar rodeadas de paredes verticales. La utilización de fresas de planear a 45º para un mecanizado próximo a paredes entraña ciertas dificultades. Para perfiles rectangulares se suelen utilizar fresas a 90º. Además, las fresas a 90º generan fuerzas axiales mínimas, por lo que son una muy buena opción para el mecanizado de piezas de paredes delgadas o con malas condiciones de fijación. Aparte de esto, las plaquitas que montan en fresas huecas a 90º proporcionan una mayor profundidad de corte que las plaquitas de igual tamaño diseñadas para fresas de mango a 90º.
Sin embargo, las fresas a 45º presentan algunas desventajas, sobre todo cuando se trata de producir perfiles rectangulares, escuadrado. Aunque el escuadrado es una aplicación característica de las fresas con mango, también es necesario mecanizar perfiles rectangulares. Las superficies planas de cualquier pieza suelen estar rodeadas de paredes verticales. La utilización de fresas de planear a 45º para un mecanizado próximo a paredes entraña ciertas dificultades. Para perfiles rectangulares se suelen utilizar fresas a 90º. Además, las fresas a 90º generan fuerzas axiales mínimas, por lo que son una muy buena opción para el mecanizado de piezas de paredes delgadas o con malas condiciones de fijación. Aparte de esto, las plaquitas que montan en fresas huecas a 90º proporcionan una mayor profundidad de corte que las plaquitas de igual tamaño diseñadas para fresas de mango a 90º.
El diseño más correcto y sensato de fresas huecas a 90° es el que utiliza las mismas plaquitas que para las fresas de mango a 90°. Este es el método más habitual, ya que proporciona a la plaquita una mayor versatilidad. Para garantizar un buen acabado superficial, las plaquitas para las fresas huecas de gran diámetro con múltiples asientos deben tener un plano wiper significativamente mayor que el necesario para fresas de mango, que se caracterizan por tener un menor número de dientes. Los fabricantes de herramientas de corte implementan en sus diseños diferentes principios destinados a ofrecer soluciones de productividad, precisión en el mecanizado de escuadras y la eficiente utilización del metal duro como el material principal para la fabricación de plaquitas intercambiables. El diseño de la herramienta ideal proporciona excelentes soluciones y cumple con los exigentes requisitos del mecanizado.
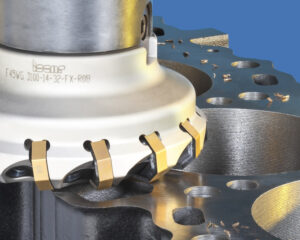
 Un ejemplo es NEODO S90° una familia de fresas huecas a 90º que montan plaquitas cuadradas de doble cara y 8 mm, diseñadas para mecanizado de desbaste y semiacabado de aceros y fundiciones. Las plaquitas de doble cara tienen una estructura duradera y 8 filos de corte intercambiables. La plaquita puede parecer simple, pero si se analiza detenidamente, observamos que la superficie lateral presenta una forma compleja con geometría wiper en todos los filos de corte. Las fresas huecas tienen ángulo de desprendimiento negativo y radial positivo, y garantizan un perfil exacto de 90º con profundidades de corte de hasta 5 mm. Aunque las fresas NEODO S90º están diseñadas para planeado y escuadrado, son una buena opción para el mecanizado próximo a paredes en caso de limitaciones debidas a la pieza o a la fijación. En cuanto a herramientas de pequeño diámetro, entre 32 y 63 mm, ISCAR propone la familia Trigonal HELIDO. Esta línea está formada por fresas huecas con una elevada densidad de dientes, que montan plaquitas trigonales de doble cara para producir perfiles exactos a 90º, con profundidades de corte de hasta 4 mm, con resultado de una productividad ultra elevada. El diseño de estas plaquitas de 6 filos de corte intercambiables con desprendimiento positivo en dirección axial y radial y un amplio plano wiper proporciona un excelente acabado superficial y puede realizar fácilmente operaciones de fresado en rampa.
Un ejemplo es NEODO S90° una familia de fresas huecas a 90º que montan plaquitas cuadradas de doble cara y 8 mm, diseñadas para mecanizado de desbaste y semiacabado de aceros y fundiciones. Las plaquitas de doble cara tienen una estructura duradera y 8 filos de corte intercambiables. La plaquita puede parecer simple, pero si se analiza detenidamente, observamos que la superficie lateral presenta una forma compleja con geometría wiper en todos los filos de corte. Las fresas huecas tienen ángulo de desprendimiento negativo y radial positivo, y garantizan un perfil exacto de 90º con profundidades de corte de hasta 5 mm. Aunque las fresas NEODO S90º están diseñadas para planeado y escuadrado, son una buena opción para el mecanizado próximo a paredes en caso de limitaciones debidas a la pieza o a la fijación. En cuanto a herramientas de pequeño diámetro, entre 32 y 63 mm, ISCAR propone la familia Trigonal HELIDO. Esta línea está formada por fresas huecas con una elevada densidad de dientes, que montan plaquitas trigonales de doble cara para producir perfiles exactos a 90º, con profundidades de corte de hasta 4 mm, con resultado de una productividad ultra elevada. El diseño de estas plaquitas de 6 filos de corte intercambiables con desprendimiento positivo en dirección axial y radial y un amplio plano wiper proporciona un excelente acabado superficial y puede realizar fácilmente operaciones de fresado en rampa.
 Otra posibilidad es LOQIQ-8-TANG montan plaquitas tangenciales de 8 filos de corte y ofrecen una solución económica para las operaciones de planeado de desbaste próximo a paredes. El concepto de plaquita tangencial de estructura duradera junto con una fijación en cola de Milano da como resultado un diseño de herramienta robusto y rígido, capaz de soportar pesadas cargas en aplicaciones de desbaste.
Otra posibilidad es LOQIQ-8-TANG montan plaquitas tangenciales de 8 filos de corte y ofrecen una solución económica para las operaciones de planeado de desbaste próximo a paredes. El concepto de plaquita tangencial de estructura duradera junto con una fijación en cola de Milano da como resultado un diseño de herramienta robusto y rígido, capaz de soportar pesadas cargas en aplicaciones de desbaste.
También ISCAR ha ampliado la familia de fresas a 90º HELIQUAD con plaquitas cuadradas con un diseño convencional de una sola cara. Estas nuevas plaquitas están específicamente diseñadas para el mecanizado de titanio y superaleaciones resistentes al calor (HTSA), principalmente para planeado próximo a paredes.
Planeado/escuadrado de pequeño diámetro
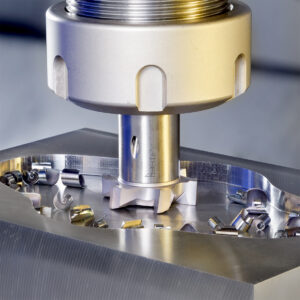 Para aplicaciones de fresado que requieren herramientas de pequeño diámetro, puede recurrirse a las cabezas intercambiables de fresado frontal MULTI-MASTER de 12 a 25 mm de diámetro. Son muy efectivas debido a su diseño con múltiples dientes y tratándose de metal duro integral. Estas cabezas garantizan un mecanizado productivo con un avance elevado. Una importante ventaja de estas
Para aplicaciones de fresado que requieren herramientas de pequeño diámetro, puede recurrirse a las cabezas intercambiables de fresado frontal MULTI-MASTER de 12 a 25 mm de diámetro. Son muy efectivas debido a su diseño con múltiples dientes y tratándose de metal duro integral. Estas cabezas garantizan un mecanizado productivo con un avance elevado. Una importante ventaja de estas  cabezas de planear/escuadrar es su gran precisión, comparable con la que ofrecen las herramientas integrales. Esta precisión se traduce en un mecanizado preciso y en un excelente acabado superficial.
cabezas de planear/escuadrar es su gran precisión, comparable con la que ofrecen las herramientas integrales. Esta precisión se traduce en un mecanizado preciso y en un excelente acabado superficial.
Los argumentos genéricos descritos ayudaran a establecer los criterios básicos en las operaciones de planeado y escuadrado de forma general