

por Rafi Ravoach, Director de Gestión de Producto, Herramientas no Rotativas
La refrigeración es esencial en el mundo del mecanizado, ya que, si es la adecuada, puede aumentar significativamente la duración de la plaquita y reducir los costos de fabricación, gracias a los cambios en la forma de la viruta y a la temperatura generada durante el proceso de mecanizado.
Desde hace unos años, el concepto y la implementación de soluciones de refrigeración para herramientas de corte disfrutan de una gran popularidad y suscitan un entusiasmo inaudito. Los fabricantes de máquinas CNC de todo el mundo han invertido tiempo y recursos para desarrollar soluciones que puedan suministrar refrigerante a altas presiones,y hoy en día todas las nuevas máquinas se suministran habitualmente con una opción para alta presión de refrigerante.
Los fabricantes de industrias como la aeronáutica, automoción y la producción de grandes piezas valoran especialmente la inmensa ventaja de suministrar refrigerante directamente a los filos de corte y en la actualidad solo adquieren centros de fresado o torneado con capacidad para alta presión de refrigerante,entre 70 y 300 bar. También la industria de decoletaje se beneficia de la integración de las herramientas tipo JETCUT de ISCAR en sus procesos.
Uno de los mayores enemigos de las plaquitas de metal duro es la alta temperatura que alcanzan los materiales durante el proceso de mecanizado. Estas temperaturas varían en función de las propiedades del metal que se está mecanizando y de las condiciones de trabajo ambientales. La temperatura media durante el mecanizado puede oscilar entre 300oC y 900oC.

A medida que aumenta la temperatura, la duración de las plaquitas se acorta. El aumento del desgaste puede dañar la calidad de la pieza y afectar negativamente almecanizado: el calor generado entre la plaquita y la pieza puede ocasionar un cambio en la forma de la viruta y la deformación plástica de la plaquita.
Laalta presión, a partir de 70 bar,es beneficiosa para el control de viruta. En los casos en que la viruta es larga y rizaday difícil de romper, una refrigeración aplicada correctamente y con alta presión puede resolver este problema.
Una correcta refrigeración puede evitar que los materiales de la pieza se deformen y puede actuar como protección para la máquina. En muchos casos, una refrigeración eficaz y eficiente puede significar la diferencia entre el beneficio y la pérdida.
La refrigeración tiene una gran influencia en el mecanizado de materiales exóticos como Inconel, Titanio, Hastelloy, Monel y otras aleaciones, que se utilizan en la industria aeronáutica. Estos materiales tienen muy baja maquinabilidad debido a su elevado nivel de níquel, y tienden a adherirse a los bordes de la herramienta a causa desuelasticidad y ductilidad, siendo ésta una de las razones del elevado precio de las piezas aeronáuticas. Mecanizar este tipo de materiales sin refrigerante es casi imposible, ya que las altas temperaturas y la adherencia causan un desgaste instantáneo y una prematura rotura de las plaquitas de metal duro.
Además de reducir la temperatura de los metales exóticos, el uso de refrigerante protege la zona entre la plaquita y el material de la pieza, evitando así el recrecimiento filo de corte, un factor fundamental en la rotura prematura de las plaquitas.
En las operaciones de ranurado y torneado, es particularmente importante seleccionar la calidad correcta de la herramienta para obtener un buen control de viruta. Una elección incorrecta de la calidad o del rompevirutas puede suponerun desastre para el fabricante. Además de estos factores, la refrigeración influye decisivamente en la eficacia delcontrol de viruta, y puede marcar la diferencia entre el éxito y el fracaso.
Después de investigary estudiar la influencia dela refrigeraciónsobre lasplaquitas, en ISCARseutilizaron sus amplios conocimientos científicos para implementar innovadoras tecnologías de refrigeración en operaciones de torneado con éxito. La empresa ha desarrollado e integrado herramientas de exteriores y de interiorespara suministrarel refrigerante directamente a la zona de corte, se trata de la gama JETCUT. Se ha logrado aumentar espectacularmentela vida útil y la productividad de la herramienta. Incluso a bajas presiones como 10 o 20bar, las ventajas de dirigir el flujo de refrigerante directamente hacia el filo de corte se reflejan en la reducción de la temperatura durante el mecanizado y la prolongación de la vida del filo.
Con la utilización de herramientas JETCUT con refrigerante dirigido a la zona de corte, los fabricantes que se dedican al mecanizado de grandesvolúmenes han observado un aumentosustancial en la duración de las herramientas y en la productividad obtenida. Esto es debido a que la reducción de temperatura prolonga la duración de la herramienta,y permiteaumentar las condiciones de corte, como la velocidad y el avance, reduciendo los tiempos de fabricación.
Los fabricantes que trabajan con materiales exóticos como Inconel, titanio y aceros inoxidablestambién han logrado aumentar su productividad mediante la incorporación de herramientas JETCUT. El refrigerante a alta presión dirigido a la zona de corte evita el recrecimiento del filo, lo que prolonga la vida útil de la herramienta.
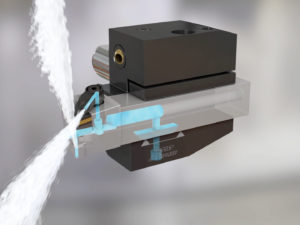
Como respuesta a las crecientes demandas de numerosos sectores industriales, ISCAR ha ampliado su línea de alta presión de refrigerantecon herramientas de torneado con fijación JET-R-TURN,que también actúa comouna boquilla de refrigerante.Hasta ahora, la gama de herramientas ISOTURN de ISCAR con opción de alta presión de refrigerante se diseñaban con fijación por palanca, ya que un sistema con brida en la parte superior impediría que el chorro de refrigerante alcanzara la zona de corte.El nuevo diseño permite que el refrigerante a alta presión llegue sin ningún obstáculo al filo de corte.

ISCAR ofrece herramientas con sistema de fijación JET-R-TURN para las geometrías de plaquita CNMG, WNMG y DNMG estándar más populares.
Características
Sistema de fijaciónfuerte y fiable que prolonga la duración de la herramienta
- Chorro de refrigerante dirigido a la zona de corte
- Excelente repetibilidad de localización de la punta
- Excelente rendimiento en mecanizado pesado
Las nuevas herramientas de exterior cuentan con tres opciones de conexión de refrigerante:
- Entrada roscada trasera
- Entrada roscada inferior
- Entrada inferior para mangos con voladizo ajustable, como en las herramientas JHP-MC de ISCAR
Todas las herramientas de exterior están equipadas también con una salida de refrigerante inferior frontal dirigida al flanco de la plaquita, lo que mejora el efecto de la refrigeración. La refrigeración interna con alta presión permite una mayor duración de la herramienta, un mejor control de virutas y un importante incremento en la productividad. Además, la refrigeración interna con presión estándar de 10-15 bar proporciona un mejor rendimiento en comparación con los resultados de la externa.
¿Qué es un segundo en nuestra vida?
Cada segundo se puede multiplicar y traducir a millones de segundos al considerar la producción en masa de piezas estándar. Ahorrar un solo segundo porun millón de piezas equivale a todo un mes de trabajo, lo que representa un ahorro importante y es el sueño de todos los fabricantes de producción en masa.
En la actualidad ISCAR ofrece una amplia gama de herramientas JETCUT para una gran variedad de aplicaciones, desde torneado y ranurado hasta tronzado.