

Según informaciones de la BGC (Conferencia Brasileña de Engranajes ITA-WZL), se estima que se producen más de cien millones de engranajes anualmente en Brasil, con aplicaciones en las industrias automotriz – con una tendencia creciente del uso de transmisiones automáticas en los vehículos – aeronáutica, eólica, azucarera y alcoholera, entre otras. A pesar de la fortaleza de la industria brasileña de engranajes, sigue habiendo una gran demanda de soluciones tecnológicas e innovación en los procesos de fabricación. Es el caso de Gear Hobbing.
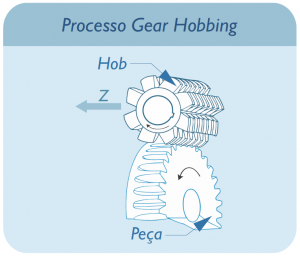
Gear Hobbing – Fabricación de engranajes

El proceso Gear Hobbing se utiliza para la producción de engranajes, utilizando una herramienta de corte giratoria llamada hob, o fresa caracol, que gira de forma sincronizada con la pieza. De este modo, es posible tallar varios dientes de engranaje a la vez, reduciendo el tiempo de fabricación, lo que convierte a este proceso en uno de los más fundamentales para la obtención de engranajes rectos y helicoidales por su alta productividad y flexibilidad.
Un cortador de caracol se parece a un tornillo sin fin, que tiene una hélice con un ángulo de inclinación definido con una dirección derecha o izquierda. Esta hélice tiene ranuras, que forman los dientes de corte presentes en toda la espiral. El cortador de caracol y la pieza giran simultáneamente, con las velocidades de los dos ejes tan sincronizadas que la pieza gira un paso por cada rotación completa del cortador de caracol. Por ejemplo, para producir un engranaje con 20 dientes, la fresa de caracol en una entrada girará 20 veces, mientras que la pieza girará sólo una vez.
La operación Gear Hobbing comienza avanzando la fresa de caracol hasta alcanzar la profundidad necesaria para cortar el diente del engranaje, o bien moviendo la pieza hacia la fresa hasta alcanzar la profundidad deseada. No hay pausa en la rotación de la cuchilla o de la pieza, la operación es continua.
El perfil está formado por aristas de corte igualmente espaciadas en la fresa de caracol, cada una de las cuales elimina partes sucesivas de la pieza. Varios filos de corte estarán en contacto con la pieza al mismo tiempo. Por lo tanto, la fresa se inclina en su propio ángulo de hélice mientras corta el engranaje, de modo que sus dientes se alinean con la pieza y producen la forma evolvente del engranaje.
La elección de la fresa para este proceso viene determinada por el número del módulo de engranaje y el ángulo de presión. También hay que tener en cuenta el ángulo de inclinación y la dirección de la hélice de la cuchilla para que ésta se sitúe en una posición angular correcta. Cada diente de la cuchilla tiene un relieve en su parte posterior para permitir el espacio libre en el proceso de corte. La sección transversal del diente del engranaje se asemeja al diente de la fresa.
Portaherramientas doble con el eje Y
La aplicación más habitual de los centros de torneado equipados con el eje Y es utilizarlos junto con herramientas accionadas para operaciones de fresado y taladrado en 3 ejes fuera de la línea central de la pieza.
Otro uso común es la utilización de portaherramientas dobles, para crear posiciones de torneado adicionales y, en consecuencia, aumentar el número de herramientas en la torreta, reduciendo los tiempos de preparación: al añadir una variedad de tipos de herramientas, también aumentamos el número de operaciones de torneado que se pueden realizar en el mismo conjunto de torreta.
Polygonal Turning (torneado poligonal)
El torneado de polígonos permite obtener formas no circulares en la pieza mediante la rotación sincronizada del eje principal y la herramienta giratoria. La pieza y la herramienta de corte giran de forma sincronizada. Generalmente la herramienta y la pieza tienen una relación de velocidad de 2:1.
La función de eje síncrono debe utilizarse en el control para garantizar el funcionamiento síncrono y acoplado del eje principal y del eje de la herramienta. Para llevar a cabo este proceso se necesita una herramienta especial, con varios insertos de corte. Para girar un cuadrado se utilizan dos filos, para girar un hexágono se utilizan tres filos y así sucesivamente.
NUEVA DIRECCIÓN!!!
ROMI MÁQUINAS ESPAÑA
C/ Telemática, 9 Polígono Industrial La Ferreria
08110 MONTCADA I REIXAC- Barcelona
Tel: 93 719 49 26
www.romi.es